Link lub cytat.
http://elartu.tntu.edu.ua/handle/123456789/4553
| Tytuł: | Спосіб виготовлення гвинтових елементів затискних пристроїв |
| Inne tytuły: | Method of manufacturing screw elements of clamping devices Способ изготовления винтовых элементов зажимных устройств |
| Authors: | Гевко, Богдан Матвійович Палюх, Андрій Ярославович Hevko, Bohdan Matviiovych Paliukh, Andrii Yaroslavovych Гевко, Богдан Матвеевич Палюх, Андрей Ярославович |
| Bibliographic description (Ukraine): | Патент 39832 UA, МПК B23B 5/08. Спосіб виготовлення гвинтових елементів затискних пристроїв [Текст] / Гевко Богдан Матвійович, Палюх Андрій Ярославович (Україна) - опубл. 10.03.2009. Patent 39832 UA, MPK B23B 5/08. Method of manufacturing screw elements of clamping devices [Text] / Hevko Bohdan Matviiovych, Paliukh Andrii Yaroslavovych (Ukraine) - publ. 10.03.2009. Патент 39832 UA, МПК B23B 5/08. Способ изготовления винтовых элементов зажимных устройств [Текст] / Гевко Богдан Матвеевич, Палюх Андрей Ярославович (Украина) - опубл. 10.03.2009. |
| Data wydania: | 10-mar-2009 |
| Date of entry: | 24-wrz-2014 |
| Słowa kluczowe: | B23B 5/08 для обробки прутків, осей, валів, труб, валків безцентрового токарна обробка |
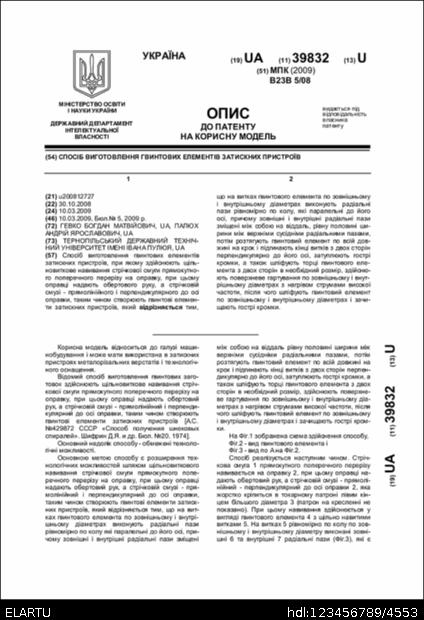
| Abstract: | Спосіб виготовлення гвинтових елементів затискних пристроїв, при якому здійснюють щільновиткове навивання стрічкової смуги прямокутного поперечного перерізу на оправку, при цьому оправці надають обертового руху, а стрічковій смузі - прямолінійного і перпендикулярного до осі оправки, таким чином створюють гвинтові елементи затискних пристроїв, який відрізняється тим, що на витках гвинтового елемента по зовнішньому і внутрішньому діаметрах виконують радіальні пази рівномірно по колу, які паралельні до його осі, причому зовнішні і внутрішні радіальні пази зміщені між собою на віддаль, рівну половині ширини між верхніми сусідніми радіальними пазами, потім розтягують гвинтовий елемент по всій довжині на крок і підгинають кінці витків з двох сторін перпендикулярно до його осі, затуплюють гострі кромки, а також шліфують торці гвинтового елемента з двох сторін в необхідний розмір, здійснюють поверхневе гартування по зовнішньому і внутрішньому діаметрах з нагрівом струмами високої частоти, після чого шліфують гвинтовий елемент по зовнішньому і внутрішньому діаметрах і зачищають гострі кромки. |
| URI: | http://elartu.tntu.edu.ua/handle/123456789/4553 |
| Inne identyfikatory: | 39832 |
| Właściciel praw autorskich: | ® Гевко Богдан Матвійович, Палюх Андрій Ярославович |
| Typ zawartości: | Other |
| Występuje w kolekcjach: | 2009 |
Pliki tej pozycji:
Pozycje DSpace są chronione prawami autorskimi