Будь ласка, використовуйте цей ідентифікатор, щоб цитувати або посилатися на цей матеріал:
http://elartu.tntu.edu.ua/handle/123456789/4525
| Назва: | Спосіб виготовлення широкосмугових гвинтових заготовок |
| Інші назви: | Method of manufacturing wide-strip helical blanks Способ изготовления широкополосных винтовых заготовок |
| Автори: | Бобрик, Віталій Володимирович Васильків, Василь Васильович Олендер, Володимир Михайлович Bobryk, Vitalii Volodymyrovych Olender, Volodymyr Mykhailovych Vasylkiv, Vasyl Vasyliovych Бобрик, Виталий Владимирович Василькив, Василий Васильевич Олендер, Владимир Михайлович |
| Бібліографічний опис: | Патент 58381 UA, МПК B21D 11/06. Спосіб виготовлення широкосмугових гвинтових заготовок [Текст] / Бобрик Віталій Володимирович, Васильків Василь Васильович, Олендер Володимир Михайлович (Україна) - опубл. 11.04.2011. Patent 58381 UA, MPK B21D 11/06. Method of manufacturing wide-strip helical blanks [Text] / Vasylkiv Vasyl Vasyliovych, Olender Volodymyr Mykhailovych, Bobryk Vitalii Volodymyrovych (Ukraine) - publ. 11.04.2011. Патент 58381 UA, МПК B21D 11/06. Способ изготовления широкополосных винтовых заготовок [Текст] / Василькив Василий Васильевич, Олендер Владимир Михайлович, Бобрик Виталий Владимирович (Украина) - опубл. 11.04.2011. |
| Дата публікації: | 11-кві-2011 |
| Дата внесення: | 24-вер-2014 |
| Теми: | B21D 11/06 гнучка виробів у гвинтову або спіральну форму виготовлення виробів з колінами повторюваної форми, наприклад змійовиків |
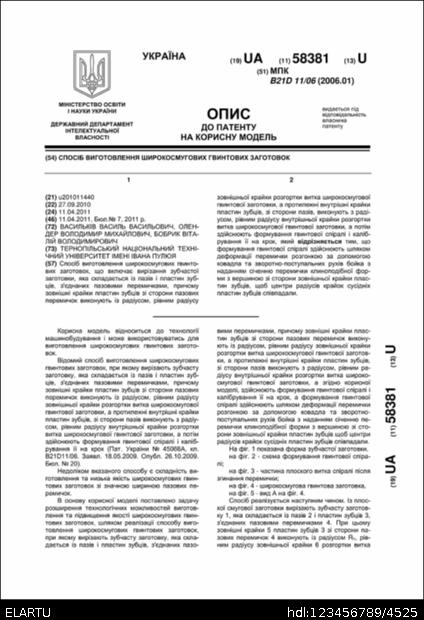
| Короткий огляд (реферат): | Спосіб виготовлення широкосмугових гвинтових заготовок, що включає вирізання зубчастої заготовки, яка складається із пазів і пластин зубців, з’єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним радіусу внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки, а потім здійснюють формування гвинтової спіралі і калібрування її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом деформації перемички розгонкою за допомогою ковадла та зворотно-поступальних рухів бойка з наданням січенню перемички клиноподібної форми з вершиною зі сторони зовнішньої крайки пластин зубців, щоб центри радіусів крайок сусідніх пластин зубців співпадали. |
| URI (Уніфікований ідентифікатор ресурсу): | http://elartu.tntu.edu.ua/handle/123456789/4525 |
| Інші ідентифікатори: | 58381 |
| Власник авторського права: | ® Бобрик Віталій Володимирович, Васильків Василь Васильович, Олендер Володимир Михайлович |
| Тип вмісту: | Other |
| Розташовується у зібраннях: | 2011 |
Файли цього матеріалу:
| Файл | Опис | Розмір | Формат | |
|---|---|---|---|---|
| 3-58381-sposib-vigotovlennya-shirokosmugovikh-gvintovikh-zagotovok.pdf | 258,09 kB | Adobe PDF | Переглянути/відкрити | |
| 3-58381-sposib-vigotovlennya-shirokosmugovikh-gvintovikh-zagotovok.djvu | 233,42 kB | DjVu | Переглянути/відкрити | |
| 3-58381-sposib-vigotovlennya-shirokosmugovikh-gvintovikh-zagotovok__COVER.png | 1,13 MB | image/png | Переглянути/відкрити |
Усі матеріали в архіві електронних ресурсів захищені авторським правом, всі права збережені.